Charakterystyka, właściwości i zastosowania sklejki
Sklejka jest materiałem kompozytowym wykonanym z drewna. Są to arkusze utworzone przez sklejenie kilku cienkich warstw forniru. Włókna sąsiednich warstw są umieszczone pod kątem do siebie, zwykle prostopadle. Z tego powodu wysoka wytrzymałość sklejki i jej stabilność podczas wahań wilgotności są połączone z dużymi rozmiarami arkuszy, co jest praktycznie nieosiągalne dla litego drewna.

Treść
Jak zrobić sklejkę
Produkcja składa się z kilku etapów:
- Początkowo kłody wybrane do produkcji są moczone w ciepłej wodzie, aby zapewnić drewnu miękkość niezbędną do obróbki.
- Z przygotowanych churaków o określonej wielkości uzyskuje się fornir, który następnie wyrównuje się i suszy.
- Fornir jest sortowany, w nim eliminowane są defekty i powstają z niego arkusze o określonym rozmiarze.
- Arkusze forniru są montowane w określonej kolejności i sklejane za pomocą kleju.
- Po wysuszeniu powstałych opakowań ich krawędzie są przycinane do wymaganego formatu, a przednie powierzchnie są szlifowane i, w razie potrzeby, pokrywane warstwą dekoracyjną.
Zdobycie forniru na sklejkę
Aby uzyskać licówki przy użyciu różnych metod. Najczęściej stosuje się peeling kołowy: przygotowany churk obraca się wokół osi podłużnej, a specjalny nóż usuwa z niego cienką warstwę.
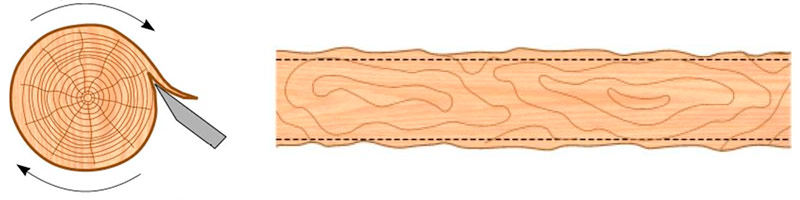
Usunięta warstwa drewna jest rozkładana na taśmę, cięta na arkusze i wysyłana do dalszej obróbki.

W niektórych przypadkach stosuje się obieranie z mimośrodowym obrotem przedmiotu. Daje to bardziej interesujący wzór okresowy, ponieważ nóż przecina roczne warstwy.
Rzadziej stosowanym struganiem jest struganie, które pozwala uzyskać okleinę o danym wzorze znaków, w zależności od kierunku przetwarzania. Istnieją licówki styczne i radialne. Różnią się one położeniem płaszczyzny obróbki w odniesieniu do promienia kłody i rodzaju wzoru tworzącego strukturę drewna. Do produkcji forniru metoda ta wybiera drewno wysokiej jakości, które nie ma wad.
W szczególnych przypadkach fornir produkowany jest przez piłowanie. Ta metoda nie wymaga specjalnego przygotowania drewna i pozwala uzyskać naturalny wzór o naturalnym kolorze.
Rozwiązywanie problemów i tworzenie arkuszy
Powstały fornir zawiera różne wady odziedziczone z drewna. Ponadto mogą powstać szkody z powodu samego procesu produkcyjnego. Ponadto materiał pierwotny nie zawsze odpowiada wymaganemu formatowi arkusza. Aby doprowadzić fornir do wymaganych parametrów, przeprowadza się jego dodatkową obróbkę.
Przede wszystkim wybór i odrzucenie materiału. Nieodpowiednie arkusze lub ich części, luźno związane lub zgniłe, są usuwane i są wybierane do dalszych etapów. Zepsute, luźne i niskiej jakości obszary są wycinane. Następnie poszczególne części są cięte wzdłuż krawędzi i klejone w arkusze o pożądanym rozmiarze. Jeśli to konieczne, węzły są usuwane, a łatki są wstawiane w ich miejsce. Rozłożone pęknięcia są naprawiane w ten sam sposób.

Klejenie
Worki samoprzylepne są tworzone z przygotowanych i wysuszonych arkuszy forniru. Zwykle zawierają nieparzystą liczbę warstw. Centralna warstwa jest układana przez konstrukcję w kierunku poprzecznym, każda następna jest ustawiona pod kątem prostym do poprzedniego. Kierunek warstw zewnętrznych po obu stronach pokrywa się i jest uważany za podłużny.
Istnieje sklejka z parzystą liczbą warstw. W tym przypadku dwie środkowe warstwy mają ten sam kierunek budowy. Wszystkie warstwy mają z reguły tę samą grubość. Ale GOST wyraźnie określa wymóg, aby warstwy były symetryczne w stosunku do środkowej.
Fornir jest przyklejany za pomocą prasy i wysokiej temperatury. Prasa zapewnia jednolitość i minimalną grubość warstw klejowych, a ogrzewanie jest konieczne do utwardzenia żywicy. Po sklejeniu arkusze są starzone w opakowaniach w celu równomiernego chłodzenia i wyrównania naprężeń wewnętrznych i wilgotności.

Przycinanie
Płyty klejone są cięte na krawędziach na specjalnych maszynach. Ta operacja daje proste końce i zapewnia dokładny format arkusza.
Znaczki i gatunki sklejki
Sklejka dzieli się na typy, marki i odmiany według kilku parametrów:
- rodzaj drewna, które wchodzi do forniru;
- rodzaj kleju stosowanego do klejenia forniru, specjalnej impregnacji i innych cech produkcyjnych, które określają podstawowe cechy materiału;
- jakość przednich warstw i zastosowanie specjalnych powłok.
Według rodzaju drewna sklejka dzieli się na liściaste i iglaste. Istnieją nawet dwa osobne standardy: GOST-3916.1-96 i GOST-3916.2-96. Sklejka może być wykonana z tego samego rodzaju forniru, a także z ich kombinacji. Jego wygląd zależy od rodzaju drewna warstw zewnętrznych.
Znaczki
Istnieje kilka marek sklejki, które różnią się właściwościami.
1. FSF - sklejka klejona żywicą fenolowo-formaldehydową. Mocny i dość odporny na wilgoć. Najczęściej stosowany w budownictwie.

2. FC - warstwy forniru są klejone klejem karbamidowym. Materiał ma nieco niższą odporność na wilgoć niż FSF. Z reguły produkcja jest łatwiejsza do zapewnienia bezpieczeństwa środowiskowego. Służy do produkcji mebli, pojemników, do dekoracji wnętrz, konstrukcji stosowanych w suchych pomieszczeniach.

3. Fb - rodzina sklejki bakelizowanej z różnymi opcjami klejenia i impregnowania forniru żywicami bakelitowymi. Zastosowanie żywicy bakelitowej nadaje twardości powierzchni płyt, zwiększa wytrzymałość na rozciąganie przez zginanie 2–4 razy i zwiększa odporność na wilgoć o 50–70%.

Szczególnie wysoką wytrzymałość i odporność na wilgoć ma sklejka FBS, w całości wykonana z rozpuszczalnej w alkoholu żywicy bakelitowej. Wytrzymuje nawet kontakt z wodą morską. Z niego wykonane są deski podłogowe, puszki i rygle dla pontonów, części zestawu kadłuba małych statków.
Marka FBV różni się tym, że do klejenia stosuje się żywicę rozpuszczalną w wodzie. Z tego powodu FBV jest około 16% mniej odporny na wilgoć niż FBS.
Oprócz tych dwóch istnieją inne marki z inną kombinacją żywic rozpuszczalnych w alkoholu i rozpuszczalnych w wodzie: FBS-1, FBV-1, FBS-1A.
W przypadku sklejki fornirowanej gatunków FBS i FBV na zewnętrznej warstwie stosuje się fornir co najmniej klasy II; w przypadku sklejki z kombinacją żywic różnych typów (FBS-1, FBV-1, FBS-1A) stosuje się fornir co najmniej klasy III. Specyfikacje techniczne są szczegółowo opisane w GOST 11539-2014.
4. FBA - jedyna marka całkowicie naturalnej sklejki. W nim fornir jest przyklejony albuminą lub klejem kazeinowym. Materiał ten jest całkowicie przyjazny dla środowiska, ale nie jest odporny na wilgoć.

Odmiany
Gatunek sklejki zależy od jakości jej powierzchni. Drewno jest heterogenicznym materiałem, w którym mogą występować sęki, jaskinie, pęknięcia, gnicie. Podczas obierania wady te przechodzą do forniru. Ich usunięcie zostało wspomniane powyżej w części dotyczącej produkcji.
GOST określa obszerną listę wszystkich dopuszczalnych wad: zarówno naturalnych dla drewna, jak i specyficznych wad produkcyjnych. Określa dopuszczalność wad każdego rodzaju dla każdego gatunku materiału, ich wielkości granicznych i ilości na arkusz lub na jednostkę powierzchni.
W przypadku gatunków liściastych i iglastych wymagania są nieco inne, dlatego odmiany sklejki iglastej mają w oznaczeniu indeks „x”. Poniżej, w nieco uproszczonej formie, wymieniono dopuszczalne defekty gatunków drewna twardego i iglastego.
Elitarna odmiana E.
- Na powierzchni arkuszy klasy E nie są dozwolone żadne widoczne wady.
- Na sklejce iglastej klasy Ex można zastosować do 3 kawałków sęków2.
- W przypadku liściastych dopuszczalne są pojedyncze drobne zmiany w strukturze drewna.

Klasa 1.
- sęki, w tym haki i dziury;
- zamknięte pęknięcia (dla 1x - rozbieżne pęknięcia o wielkości do 250x3 mm);
- lekkie kiełkowanie - ślady przerastania mechanicznego uszkodzenia drewna;
- zdrowa zmiana koloru;
- szczeliny w okleinie warstw wewnętrznych o szerokości do 2 mm, wady krawędzi;
- wkładki naprawcze do zamykania węzłów.

Klasa 2.
- sęki i tunele czasoprzestrzenne;
- zamknięte i otwarte pęknięcia;
- jasne i ciemne kiełki;
- podziałki i kieszenie smołowe;
- nakładający się fornir warstwy zewnętrznej;
- zadrapania i wgniecenia;
- wstawki fornirowe do zamykania węzłów i spacji;
- taśma klejąca lub wyciek kleju.

Klasa 3
Powierzchnia sklejki gatunku 3 może zawierać wszystkie rodzaje wad wymienionych dla gatunku 2. Różnica w ich ilości i wielkości. Wymieniamy niektóre z nich.
- Dopuszczalna długość zakładek dla drzew iglastych została zwiększona z 200 do 400 mm, a ich liczba wynosi od 3 do 5 sztuk. Podobne zmiany istnieją dla twardego drewna.
- Długość pęknięć zwiększono z 300–400 mm do 600, a ich szerokość - od 2 do 5 mm, a dla gatunku 3x - do 10.
- Usunięto ograniczenie długości zamkniętych pęknięć;
- W przypadku drzew iglastych limit liczby sęków został zniesiony, a ich rozmiar zwiększony do 70 mm, aw przypadku drewna twardego dopuszczalne są sęki z pęknięciami.

Klasa 4
W przypadku sklejki klasy 4 usunięto większość ograniczeń. Regulowane są tylko maksymalne wymiary rozległych wad, takich jak sęki (do 100 mm), otwarte pęknięcia (do 15 mm), szerokość wad krawędzi (do 15 mm) i inne. Gatunek ten jest materiałem technicznym o minimalnych wymaganiach dotyczących warstw zewnętrznych, dzięki czemu zachowuje wymagane właściwości mechaniczne.

Dodatkowe wymagania jakościowe.
Dla każdej klasy sklejki wymagana jest liczba rodzajów wad występujących jednocześnie na arkuszu. Na przykład, jeśli oprócz sęków występują pęknięcia, okrążenia i kiełki, wówczas klasa takiego materiału nie może być wyższa niż 2 lub 1x.
| Klasa | Liczba rodzajów wad | |
| Liściaste | Iglaste | |
| E (elita) | 0 | 0 |
| 1 | 3 | 6 |
| 2 | 6 | 9 |
| 3 | 9 | 12 |
| 4 | Bez limitu | Bez limitu |
W przypadku klasy 4 dopuszczalne są wszelkie wady w dowolnej ilości, z wyjątkiem zgnilizny, ale z ograniczeniem ich wielkości zgodnie z tabelą GOST nr 3.
Jakość dwóch różnych powierzchni arkusza może się nie zgadzać. W tym przypadku odmiana jest oznaczona dla każdego z nich, ukośnikiem. Na przykład sklejka klasy 1/2, klasa 2/2, klasa 2/4, klasa 4/4 i tak dalej.
Rodzaje twarzy ze sklejki
Sklejka wyróżnia się stopniem i metodą obróbki jej powierzchni:
- niepolerowany (NS);
- polerowane z jednej strony (Ш1);
- z dwustronnym szlifowaniem (Ш2)
Szlifowanie nadaje materiałowi gładkość i sprawia, że jest gotowy na dokładne wykończenie, co jest wygodne do prac wykończeniowych lub do produkcji mebli. Jedna lub obie strony arkusza są szlifowane.
Powierzchnię sklejki można pokryć warstwową powłoką z żywicy papierowej na bazie żywicy fenolowo-formaldehydowej. Ta powłoka nadaje twardości powierzchni i odporności na zużycie. Sklejka laminowana jest stosowana w produkcji mebli, do prac wykończeniowych, jako materiał do tworzenia różnych wzorów, do produkcji szalunków wielokrotnego użytku.
Oznakowanie sklejki
Główne parametry sklejki są wskazane w oznaczeniu, za pomocą którego jest oznaczona. Standardowe etykietowanie zawiera:
- nazwa materiału;
- skała, z której wykonany jest fornir warstw zewnętrznych;
- marka;
- różnorodność;
- klasa emisji;
- wskazanie szlifowania powierzchni;
- format arkusza;
- wskazanie normy.
Na przykład: „Sklejka FSF 2/4 E1 Sh1 1525x1525x6,5 GOST 3916.2-96” to oznaczenie sklejki sosnowej FSF o powierzchniach klas 2 i 4, pierwsza klasa emisji, z jednostronnym szlifowaniem, grubość 6,5 mm, wymiary 1525 x 1525 mm, wykonana zgodnie z GOST 3916.2-96.
W przypadku sklejki laminowanej dodatkowo wskazana jest marka folii. Oznaczanie pieczonej sklejki jest łatwiejsze. Zawiera tylko nazwę, markę, rozmiar i oznaczenie normy.
Na przykład: „Sklejka FBS 1500x1250x5 GOST 11539-2014”.
Specyfikacja sklejki
Wytrzymałość i gęstość sklejki
Wytrzymałość sklejki zależy od właściwości drewna źródłowego i siły wiązania. Siła jest pośrednio wskazywana przez gęstość materiału.Z reguły gęstość sklejki wynosi od 550-750 kg / m3to znaczy w przybliżeniu odpowiada gęstości drewna lub nieznacznie ją przewyższa ze względu na wyższą gęstość żywicy, której fornir jest mocowany razem.
GOST dla zwykłej sklejki zapewnia różne poziomy gęstości - od 300 do 1000 kg. Niski ciężar właściwy jest możliwy przy zastosowaniu jasnego drewna i „luźnej” forniru. Ważenie wynika z zastosowania gęstszych żywic i innych cech wytwarzania określonego rodzaju materiału. Na przykład sklejka bakelizowana może mieć gęstość do 1200 kg / m3. Różni się największą trwałością.
Głównymi, najważniejszymi wskaźnikami wytrzymałości sklejki są ostateczna wytrzymałość na rozciąganie przy zginaniu, siła trzymania łącznika. Wytrzymałość na zginanie sklejki FSF i FC jest około 3-4 razy niższa niż w przypadku litego drewna. Marki FBS i FBV mają wyższą wytrzymałość niż oryginalne drewno. Odporność śrub na wyciąganie jest dość wysoka ze względu na wyraźną strukturę warstwową (po zainstalowaniu w zbiorniku) i osiąga 6-8 kg na milimetr długości łącznika.
Przyjazność dla środowiska
Właściwości środowiskowe sklejki charakteryzują się klasą emisji. Najlepszą marką pod tym względem jest FBA. W ogóle nie ma materiałów syntetycznych.
Wszystkie inne marki sklejki w takim czy innym stopniu są źródłami lotnego formaldehydu. Do użytku w pomieszczeniach mieszkalnych należy wybrać materiały o klasie emisji E1 i niższej. Interesujące jest to, że w GOST przewidziano tylko klasę E1 dla sklejki laminowanej.
Odporność biologiczna
Sklejka nie jest odporna na gnicie, niebieski (w przypadku drzew iglastych) i pleśń. Jednak odporność sklejki na biologiczne i uszkodzenia jest wyższa niż zwykłego drewna. Wynika to z faktu, że fornir ma bezpośredni kontakt z żywicami fenolowymi lub mocznikowymi, które częściowo służą jako środki antyseptyczne. Fornir iglasty ma wyższą odporność ze względu na właściwości drewna. Sklejka bakelizowana ma najwyższą odporność.
W każdym razie należy wziąć pod uwagę warunki pracy materiału i wybrać odpowiedni dla nich lub przeprowadzić dodatkowe leczenie antyseptyczne.
Łatwopalność
Sklejka jest materiałem wysoce łatwopalnym. Należy to wziąć pod uwagę przy stosowaniu. Możliwe jest zwiększenie odporności ogniowej konstrukcji i produktów z niego wykonanych poprzez specjalne przetwarzanie. Istnieje specjalna, trudnopalna gatunek sklejki - FSF-TV.
Odporność na wilgoć
Odporność na wilgoć najpopularniejszych odmian FSF i FC świadczy o próbie rozwarstwiania blachy, przeprowadzanej po silnej wilgoci. Przed testowaniem sklejka FC jest moczona w wodzie przez 24 godziny, marka FSF jest gotowana przez godzinę, a zgodnie z ustaleniami z klientem przez 6 godzin. Marki FBS i FBV są również gotowane przez godzinę.
Po obróbce wodą i wysuszeniu wytrzymałość na rozerwanie na warstwie kleju dla różnych gatunków wynosi:
- FC i FSF - od 2 do 10 kgf / cm2 (0,2-1 MPa);
- FBV - 14,7 kg / cm2;
- FBS - 17,6 kg / cm2.
Marka FBS nadaje się do klimatu tropikalnego i innych trudnych warunków.
Właściwości izolacyjne
Sklejka może być stosowana jako element ścian zewnętrznych. Dzięki tej aplikacji brane są pod uwagę jego właściwości izolacyjne.
Przepuszczalność wilgoci.
Każda sklejka jest w stanie wchłonąć wodę i dlatego przepuszcza wilgoć. Jednak przepuszczalność wilgoci przez materiał ma charakter kapilarny i zależy od rodzaju impregnacji. W każdym przypadku, gdy jedna strona zostanie zwilżona, wilgoć przeniknie na drugą stronę i może zostać przeniesiona na sąsiednie warstwy powłoki budynku.
Przewodność cieplna.
Przewodność cieplna sklejki zależy od jej gęstości i może wynosić od 0,09 do 0,25 W / (m ∙ K). W przypadku najczęściej używanych gatunków przewodność cieplna materiału jest zbliżona do drewna.
Paroprzepuszczalność.
Przepuszczalność pary wodnej jest ważnym parametrem, który jest brany pod uwagę przy obliczaniu struktur wielowarstwowych otaczających pokoje ze sztucznym mikroklimatem.
Paroprzepuszczalność sklejki jest około trzykrotnie mniejsza niż przepuszczalność drewna w kierunku przez włókna i pięciokrotnie niższa niż przepuszczalność muru.W niektórych przypadkach tę właściwość można zastosować do paroizolacji ścian od wewnątrz i należy to wziąć pod uwagę przy stosowaniu sklejki do okładzin zewnętrznych.
Funkcje aplikacji
Podczas korzystania ze sklejki należy wziąć pod uwagę niektóre jej cechy.
Mając płaskie części w trzech wzajemnie prostopadłych płaszczyznach, łatwo jest uzyskać produkty o wysokiej wytrzymałości. Najważniejsze jest prawidłowe rozłożenie istniejących obciążeń i zapewnienie niezawodności elementów złącznych.
Gwoździe są bardzo trudne do wejścia w arkusz i praktycznie nie trzymają się na końcu. Gwoździ można używać tylko jako szpilek - wbijanie w wstępnie wywiercony otwór. Stosuje się je pod obciążeniem „ścinającym” i stosunkowo słabo wytrzymują ciągnięcie.
Wkręty samogwintujące i wkręty wkręcane w twarz bardzo dobrze znoszą pociąganie. Ale prawie zawsze, aby je zainstalować, potrzebujesz wstępnego wiercenia.
Podczas cięcia sklejki należy wziąć pod uwagę łatwość, z jaką podczas tej operacji dochodzi do pękania powierzchni i pękania forniru. Aby uzyskać czyste cięcie, musisz użyć pił o drobnych zębach, szybkich pił z młynem tnącym, a podczas pracy z narzędziem ręcznym pozostaw margines na wykończenie przez szlifowanie. Do szlifowania należy użyć szlifierki taśmowej z kierunkiem ruchu taśmy wzdłuż krawędzi.
Głównym zakresem sklejki jest konstrukcja. Służy do okładzinowych konstrukcji ramowych i okładzin, jako podstawa dachów lub podłóg.

W zależności od marki materiał ten jest wykorzystywany do produkcji pojemników i mebli, w przemyśle stoczniowym i do budowy wagonów. Z niego wykonane są podłogi do ładunków i ruchome szalunki do prac betonowych.








